Many people use “galvanizing” as a misnomer, or a generic term for all types of zinc coatings. All zinc coatings are not the same, in fact their physical, chemical and corrosion resistance ability can be extremely different.
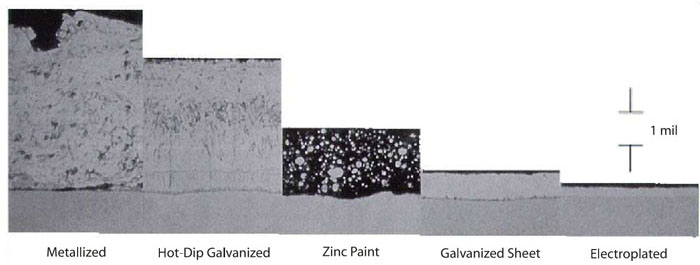
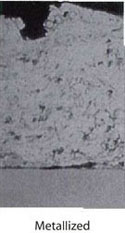
The first micrograph depicts a METALLIZED coating. Metallizing (or Zinc Spraying) is accomplished by feeding zinc in either wire or powder form to a spray gun, where it is melted and sprayed onto the steel surface by using the combustion gases and/or auxiliary compressed air to provide the necessary velocity. Metallizing allows coating of fabricated items which cannot be galvanized because of their size or because the coating must be performed on the job site. Abrasive cleaning of the steel to white metal is required before metallizing. Once applied, the zinc coating is normally sealed with a thin coating of a low viscosity polyurethane, epoxy or vinyl resin. There are some limitations as to the thorough coverage due to structurally inaccessible areas such as recesses, hollows and cavities. This is a similar limitation as with painting. Coating consistency is dependent on operator experience and coating variation is always a possibility especially around corners and edges. Metallizing does provide cathodic protection, but there are no zinc-iron alloy layers in the coating. Metallizing is approximately 85% as dense as hot-dip galvanizing and, in fact, the black areas on the photomicrograph are actually voids in the coating. If the voids were removed, the coating thickness would in reality be about 15% thinner.
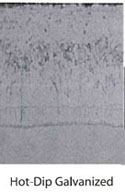
The next micrograph is a
HOT-DIP GALVANIZED coating. The characteristics of hot-dip coatings are described in further detail
here.
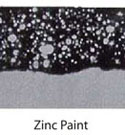
The next micrograph shows ZINC PAINT which consists of zinc dust bound in organic or inorganic binders. The white particles in this photomicrograph are zinc oxides while the black areas are the binders. Zinc-rich paints are primarily barrier coatings but also provide some limited cathodic protection. The binder must be conductive or the zinc particles must be in contact in order to provide the cathodic protection. Suitable zinc-rich paints actually provide a useful repair coating for damaged hot-dip galvanized coatings. Uneven film coats may develop if the paint is applied by brush or roller, and “mud cracking” may occur if the paint is applied too thick.
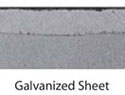
GALVANIZED SHEET is produced via a continuous galvanizing process which is also a hot-dip process, although usually limited to steel mill operations. The process consists of coating sheet steel, strip or wire on machines that can be over 500 feet in length and run material at speeds of over 300 feet per minute. The coating thickness is minimal compared to that of batch hot-dip galvanized coatings and has minimal zinc-iron alloy layers, however, barrier and cathodic protection is still provided.
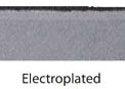
The last micrograph shows an ELECTROPLATED (or Electrogalvanized) coating. These terms generally refer to zinc coatings that are applied to steel sheet or strip by electrodeposition in a steel mill facility. There are no zinc-iron alloy layers, however, barrier and cathodic protection is still provided.
With any of these coatings, the most important aspect to remember is that the
service life is directly proportional to the thickness and amount of zinc in the coating. Simply put, the thicker the coating the longer it will last.
More detailed information on the various types of zinc coatings can be found in the American Galvanizers publication titled ‘Zinc Coatings’.
Specific comparisons between Hot-Dip Galvanized coatings and Metallized coatings can be found
here and between Hot-Dip Galvanized coatings and Zinc Rich Paint
here.